Jednoduchý a pohodlný způsob nákupu válcovaného kovu. Široký výběr pronájmů v našem online katalogu.
Vyberte a objednejte potřebné materiály právě teď!
Bezhotovostní a hotovostní platby. Dodávka po celém Bělorusku.

Často si lidé kupují válcovaný kov a sami si pak vyrobí požadovanou konstrukci. Jedná se především o skleníky, přístřešky a potrubí v soukromých domech. Když jdete do kovového skladu, můžete si koupit téměř jakýkoli typ obrobku. Ale protože jsou trubky kovové, není vždy snadné je ohnout a dát jim požadovaný tvar. To vyžaduje znalosti a speciální zařízení, která vám umožní vykonávat práci efektivně.
Proč je nutné znát vlastnosti profilu?

Než začnete ohýbat profil, musíte zjistit jeho vlastnosti. Na tom bude záviset přípustný poloměr zakřivení výrobku. Profilové trubky mohou mít různé tvary průřezu: obdélníkový, oválný, čtvercový a plochý oválný. Nejčastěji se pro stavbu skleníků používá profil s obdélníkovým průřezem, protože je snazší k němu připevnit kryt. Dnes výrobci vyrábějí profily různých velikostí pro jakékoli ekonomické a výrobní potřeby. Všechny se liší plochou průřezu a tloušťkou stěny. Na těchto parametrech zase závisí plasticita produktu. Pokud chcete vědět, jak ohýbat profilovou trubku bez poškození, musíte ve výpočtech vzít v úvahu výšku profilu (h).
Pokud je výška menší než 20 mm, musí být ohýbání provedeno v oblasti o délce nejméně 2,5 xh. Jinak riskujete prasknutí trubky. Pokud je výška profilu větší než 20 mm, doporučuje se jej ohnout na ploše minimálně 3,5 xh. Tyto vzorce jsou nezbytné pro ty, kteří se rozhodnou vyrobit regál nebo polici. Kromě výšky je nutné vzít v úvahu také tloušťku stěn potrubí. Profesionálové nedoporučují ohýbat široké profily se stěnami do 2 mm. Místo toho je lepší použít svařování.
Protože jsou trubky ocelové, mohou po ohnutí trochu odskočit. To je vlastnost kovu, na kterou by se nemělo zapomínat, jinak se profil časem vrátí do předchozího stavu. Abyste tomu zabránili, musíte znovu zopakovat veškerou práci a upravit hotové oblouky.
Hlavní problémy a chyby při ohýbání trubek

Stejně jako v každém jiném podnikání má ohýbání profilu své vlastní nuance a typické chyby. Kvůli nedostatku zkušeností řemeslníci nevědí, jak ohýbat profilovou trubku doma, aniž by ji poškodili. Nejprve si musíte pamatovat, že ohýbání kovu se provádí pod tlakem. V některých případech se navíc zahřívá, aby proces probíhal hladce. Kromě všech těchto zatížení je potrubí současně vystaveno tlaku na jedné straně a tahu na straně druhé. Pokud nebudou přijata všechna opatření, může to vést k následujícím problémům:
- výskyt prasklin a zlomenin, kvůli kterým produkt již nebude vhodný k použití;
- protažení vnější stěny profilu, které může způsobit prasknutí trubky;
- stlačení vnitřní části trubky, v důsledku čehož může mít vlnitý tvar;
- tvorba škrábanců a jiných defektů.
Z výše uvedených bodů je zřejmé, že ohýbání kovových trubek má své vlastní jemnosti, které nelze ignorovat. S ohledem na vlastnosti profilu a poloměr ohybu je nutné zvolit správný způsob ohybu.
Metoda ohýbání trubek za studena a za tepla

Profil se ohýbá za studena i za tepla v závislosti na jeho vlastnostech. Metoda za studena se používá, když je ohýbaná trubka dostatečně pevná a pružná, takže jí lze dát jiný tvar bez dalšího rázu. Někdy se tato metoda používá v zimě. Voda se nalije do potrubí, načež je jeden konec bezpečně utěsněn proti úniku. Po zamrznutí kapaliny se profil stane poddajnějším a lépe se s ním pracuje. Nejčastěji se trubky malého průřezu ohýbají za studena. Není třeba na ně vyvíjet velkou sílu, protože se v normálním stavu dobře ohýbají.
Horká metoda, jak název napovídá, je založena na zahřátí trubky a jejím následném ohnutí. Při vystavení vysokým teplotám kov měkne, takže ohýbání je mnohem jednodušší.
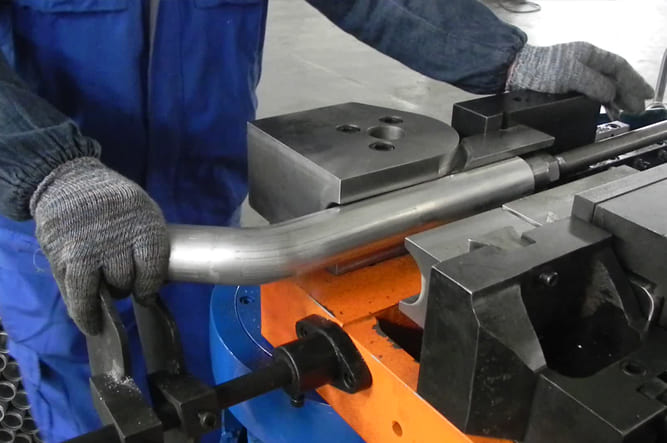
Při výběru vhodného způsobu ohýbání musíte přesně vědět, jak trubku ohýbat, aby nedošlo k jejímu poškození. Chcete-li to provést, musíte se nejprve zaměřit na výšku čtvercového nebo obdélníkového profilu. Zkušení řemeslníci doporučují používat metodu ohýbání za studena, pokud je výška 10 mm nebo méně. Pokud je profil větší než 40 mm, musí být materiál ohnut metodou za tepla. V rozsahu od 10 do 40 mm se budete muset sami rozhodnout, jaký způsob zvolit. Aby nedošlo k poškození profilu, je lepší si předem procvičit a zjistit, jak se potrubí chová. K tomu je třeba jeden konec upnout do svěráku a na druhý konec nasadit větší profil. To vám umožní získat zvětšené „rameno“, zatažením za něj budete schopni pochopit, zda se trubka ohýbá nebo ne. Pokud vše proběhlo v pořádku, pak nemá smysl materiál ohřívat. Pokud jde o kulaté trubky, ohřev je vyžadován pouze v případě, že průměr materiálu je větší než 100 mm.

K ohýbání trubek řemeslníci používají speciální stroje zvané ohýbačky trubek. Vzhledem k tomu, že tlak na profil je rovnoměrný, ohyb je hladký a čistý bez prasklin. Pokud se chystáte koupit kovovou trubku a potřebujete ji ohnout, pak jsou ruční ohýbačky trubek docela vhodné. Nejsou příliš drahé a některé z nich si můžete vyrobit sami. Na takových strojích můžete ohýbat malou dávku profilů, aby vyhovovaly vašim potřebám.
Typy ohýbaček trubek
Existuje několik nejoblíbenějších typů ohýbaček trubek.
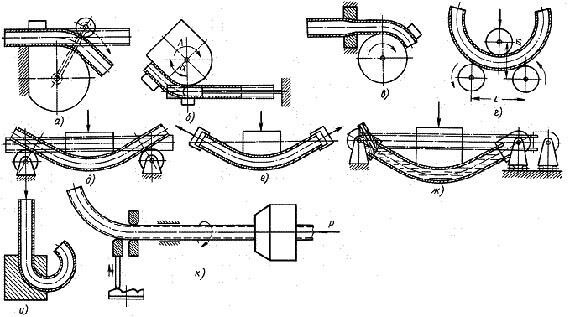
- Ohýbačka trubek z kuše pro kruhové kovové výrobky. Existují mechanické, elektrické a hydraulické varianty tohoto ohýbacího zařízení. Pro ohýbání se používá speciální nástavec (botka), který může mít různé průměry. Výhodou těchto ohýbaček trubek je jejich spolehlivost, snadná obsluha a údržba, přesné ohýbání a rychlý provoz.
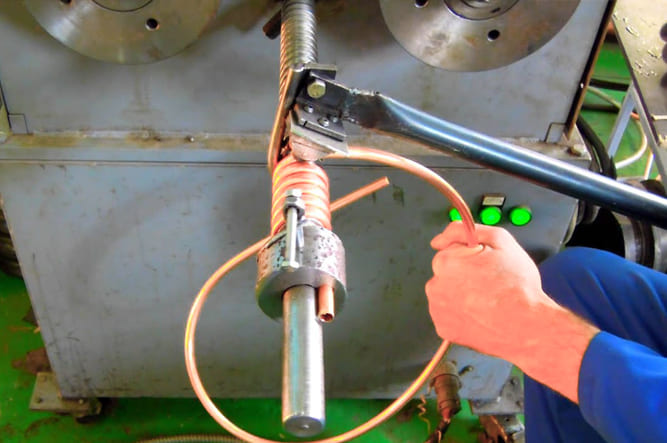
- Pružinová ohýbačka trubek. Jedná se o ocelovou pružinu určité délky a průměru. Lze jej použít k ohýbání trubek o 180 stupňů. Výhody pružinové ohýbačky trubek: jednoduchost konstrukce, nízká cena, pevnost a odolnost. Chcete-li ohýbat trubku, musíte vybrat vhodný průměr pružiny a vložit ji dovnitř obrobku. U některých modelů se trubka vkládá do ohýbačky trubek.
- Segmentová ohýbačka trubek. Obvykle se používá k ohýbání tenkostěnného měděného materiálu o průměru do 42 mm. Ohýbání se provádí kolem určitého segmentu (šablony). K jeho provádění napomáhá páka-rukojeť, na které je připevněn váleček v podobě poloviny kotouče. Když mistr začne otáčet rukojetí, váleček působí na trubku a ohýbá ji podle šablony.
- Trnová ohýbačka trubek. Používá se pro ohýbání trubek středního a velkého průměru s tenkými stěnami. Takový stroj je poměrně drahý a je řízen počítačem. Ohýbačka trubek ohýbá materiál tak, že jej omotává kolem kladky. Aby profil držel ve stejné poloze s druhou stranou, je upevněn speciálním vodítkem. Výhodou takové ohýbačky trubek je přítomnost trnu, který je vložen dovnitř trubky a zabraňuje jejímu rozdrcení.
Typy ohýbaček trubek v závislosti na typu pohonu:
- Manuál. Používá se hlavně pro ohýbání trubek z nerezové oceli a neželezných kovů. Ruční ohýbačky trubek mohou být univerzální nebo specializované. Jejich předností je nízká hmotnost, snadné použití, nízká cena a skladnost.
- Hydraulické. Používá se pro ohýbání obdélníkového a čtvercového materiálu. Profil se naplní vodou nebo olejem. Pomocí hydraulické ohýbačky trubek můžete nejen ohýbat materiál, ale také měnit průměr sekce.
- Elektromechanické. S jejich pomocí je dosaženo vysoké přesnosti poloměru ohybu. Takové ohýbačky trubek se používají pro ohýbání trubek různých průměrů. Jejich použití je jednoduché a spolehlivé a také nevyžadují předběžné označení obrobku.
Domácí ohýbačky trubek

Často si lidé vyrábějí ohýbačky trubek sami doma. Samozřejmě, že nejsou tak pohodlné a efektivní jako profesionální, ale pro malé práce jsou docela vhodné.
Příklad levné DIY ohýbačky trubek
Dřevěná ohýbačka trubek
Toto je jedna z nejjednodušších možností pro ohýbačku trubek a je vhodná pro ohýbání hliníkových trubek. Ohýbání probíhá podle určitého vzoru a k držení materiálu se používají upínací zařízení.
Chcete-li vyrobit ohýbačku trubek, vezměte desku požadované tloušťky, ze které se vyřízne tvar šablony. Poté se instaluje na rolovací stůl, kde dojde k ohýbání. Spolu se šablonou je nutné vyrobit páku, se kterou se bude práce provádět. Tato páka musí být instalována ve vzdálenosti od formy odpovídající průměru vašeho profilu. Ohýbaný materiál je nutné vložit do otvoru mezi zarážku a formu a poté postupně ručně ohýbat.
Dřevěná ohýbačka trubek se snadno používá, ale pro každý prvek budete muset vyrobit samostatnou šablonu. Navíc úhel ohybu není vždy přesný.
Válcová ohýbačka trubek

Nejoblíbenějším typem ohýbačky trubek je ruční válečkový stroj. Válce musí být umístěny tak, aby tvořily rovnoramenný trojúhelník. Musí být připojeny k řetězovému pohonu pomocí navijáku na základně mechanismu. Válec umístěný nahoře musí být připojen k upínacímu mechanismu. To umožní stroji provádět rotační pohyby.
K ohýbání trubky na takové ohýbačce trubek musí velitel umístit profil na válečky umístěné na základně a přitlačit trubku. Poté musíte hladce otočit rukojetí navijáku a vytáhnout materiál mezi válečky. Když se obrobek ohýbá, je nutné zvýšit tlak a utáhnout upínací mechanismus. Pro konsolidaci výsledku byste měli trubku znovu protáhnout ohýbačkou trubek.
Ohýbačka trubek ze zvedáku
Někdy řemeslníci vyrábějí ohýbačku trubek ze zvedáku, díky kterému si můžete vybrat různé úhly ohybu. Tato ohýbačka trubek je pokročilejší a pohodlnější ve srovnání s jejími dřevěnými protějšky.
Aby se trubka ohýbala, musí být podepřena na válečcích umístěných na ose na okrajích. K tlaku na materiál dochází pomocí botky, která působí na střed profilu. Díky tomu je ohyb hladký.
Domácí hydraulická ohýbačka trubek vyrobená ze zvedáku, se kterým lze trubku ohnout téměř o 90 stupňů
Jak ohýbat profilovou trubku sami bez ohýbačky trubek

Často při hledání odpovědi na otázku, jak ohýbat trubku pro skleník na své letní chatě majitelé chápou, že vytvoření i základní ohýbačky trubek není opodstatněné. V tomto případě se používají improvizované prostředky, které lze snadno najít.
Jak ohýbat profilovou trubku pomocí ruční ohýbačky trubek
Ohýbání trubky pískem
Pro tuto metodu ohýbání budete potřebovat kalcinovaný písek, stůl, kovovou ohýbací formu a hořák. Musíte zajistit svůj tvar na stole a také udělat zarážku pro jeden konec obrobku. To vše musí být dobře zajištěno, aby se konstrukce během procesu nepohnula.
Aby trubka neztratila svůj kulatý průřez, musíte ji naplnit kalcinovaným pískem. Jeden konec musí být něčím bezpečně zapojen. Pokud je trubka příliš krátká, je třeba na ni nasadit jinou trubku většího průměru, aby se dala použít jako páka. Postupně ohýbejte trubku kolem formy a zmenšujte úhel o 2 %, protože kov může trochu odskočit.
Pokud potřebujete ohnout trubku s minimálním poloměrem, použijte hořák. Trubka se musí zahřívat v předem označené oblasti ohybu, dokud nezíská třešňově červenou barvu. Poté se provede ohýbání. Pokud chcete kov zahřát vícekrát, vytvořte několik otvorů o průměru asi 3 mm, kterými budou plyny unikat. V případě potřeby opakujte ohýbání několikrát, dokud trubka nakonec nezíská požadovaný tvar. Poté zkontrolujte, zda výrobek není prasklý a natržený. Vezměte prosím na vědomí, že ohřívat lze pouze negalvanizované trubky.
Spotřeba vody
Jak bylo uvedeno výše, v chladném období lze místo písku použít vodu. Tímto způsobem můžete ohýbat čtvercové trubky s malým průřezem, které se často používají k vytváření skleníků. Voda se nalije do obrobku a koncové otvory se uzavřou dřevěnými sekáčky.
Když voda zamrzne, můžete začít ohýbat. Chcete-li to provést, musíte trubku opatrně položit na podpěry a dát jí požadovaný tvar pomocí gumové paličky. Voda uvnitř zabrání mačkání dýmky a po skončení práce ji můžete dát na teplé místo, aby led roztál.
Ohýbání s pružinou
Dalším jednoduchým způsobem, jak ohýbat trubku bez ohýbačky trubek, je použití pružiny. Musí odpovídat velikosti profilu. Obrobek musí být bezpečně upevněn ve svěráku. Do něj je vložena pružina, která nedovolí, aby se potrubí ohýbalo nebo zlomilo. Pro usnadnění procesu ohýbání mírně zahřejte oblast ohybu. Dále je potřeba profil pečlivě ohnout podle šablony.
Ohýbání trubky pomocí brusky
Tato metoda je docela pohodlná a běžná. Pokud chcete trubku ohýbat do půlkruhu, musíte v ohybu provést několik řezů bruskou. Aby nástroj během provozu nevyskočil, musí být obrobek předem zajištěn ve svěráku. Hotové řezy musí být zbaveny třísek. Poté začíná samotný proces ohýbání.
Po dokončení ohýbání musí být otvory svařeny pomocí svářečky. V některých případech můžete použít páječku. Aby ohyb získal úhledný vzhled, je obroušen a potažen antikorozní směsí. Tím se zabrání rezivění a předčasnému selhání.
- Související produkty
- Oblíbené zboží
- akcie

V každodenním životě je často nutné používat zakřivené části potrubí. V tomto článku vám řekneme, jak dát požadovaný tvar válcovanému výrobku vlastními rukama, bez použití ohýbačky trubek.
Samozřejmě se nedoporučuje používat k deformaci válcované trubky kladivo nebo kovadlinu. Takové ohýbání vám neumožní dosáhnout správné kvality výrobku, ale pouze zvýší deformaci uvnitř. Takto ohnuté prvky umožní dopravu kapaliny, ale s vysokou hydraulickou odolností, což povede k brzké destrukci výztuže.
Nejoblíbenější způsoby ohýbání trubky bez ohýbačky trubek
Existuje mnoho možností, kterými můžete bezpečně a efektivně ohýbat válcovaný kov, kovoplast nebo polypropylen jak s kruhovým průřezem, tak s profilem. Níže se podíváme na ty hlavní.
Takové metody nevyžadují velké úsilí a provádějí se pomocí improvizovaných prostředků. Při výběru metody je důležité věnovat pozornost materiálu výrobků, jejich průměru a požadované úrovni ohybu. Silnostěnné prvky lze použít pouze s ohýbačkou trubek, nepokoušejte se je ohýbat sami.
Metoda ohýbání za tepla
Kovové trubky vyžadují teplo, aby byly tvarovány do požadovaného tvaru. To je však přípustné pouze pro kovové výrobky s průřezem větším než 10 cm.K ohřevu je vhodný vysoušeč vlasů, páječka nebo plynový hořák. Je důležité nedovolit, aby se kov přehříval, jinak se začne tavit.
- Nejprve naplňte vnitřek výztuže pískem a zajistěte ji do svěráku.
- Zahřejte oblast, kde plánujete provést ohyb, na 1500 stupňů. Ujistěte se, že používáte tepelně odolné rukavice, protože celý povrch válcovaného kovu se také zahřeje.
- Přineste na toto místo list papíru. Pokud se vznítí, přestaňte zahřívat.
- Jakmile oblast ohybu zčervená, má se za to, že dosáhla stavu měřítka a může začít deformace.
- Je důležité si pamatovat, že silnější stěna by měla být vnější vůči ohybu.
- Po ochlazení válcovaného kovu zkontrolujte povrch, zda není promáčknutý a prasklý.
Deformace potrubí pískem
Dodání potrubí požadované geometrie pomocí písku se provádí podle stejného schématu jako u vytápění. Tato možnost je vhodná pro armatury potrubí velkého průměru nebo čtvercového průřezu, zejména pro vytvoření malého úhlu. Tato možnost však není vhodná pro pozinkované zboží, jinak dojde k poškození povlaku.
Deformace se provádí pomocí stejného algoritmu, jak je uvedeno výše. Je však nutná následující příprava: naplňte dutiny předem prosátým sušeným pískem, zhutněte jej a na konce nainstalujte zátky, poté díl zmrazte a poté postupujte podle doporučení pro zahřívání. Ohýbání se provádí poklepem paličkou. Nakonec odstraňte zátky a odstraňte písek.
Ohýbání pomocí brusky
Chcete-li výrobek ohýbat pomocí brusky, proveďte několik (obvykle asi 3) řezy napříč. Čím menší je poloměr, tím více řezů je potřeba. Poté lze díly profilové trubky snadno ohýbat a řezané body svařovat a brousit.
Ohněte trubku pomocí pružiny
K implementaci této metody budete potřebovat pružinu vyrobenou z drátu 2 mm. Je třeba jej ohnout podle tvaru profilu tak, aby se strana každého segmentu postupně zmenšovala a přitom se volně pohybovala uvnitř. Dále by měla být pružina vložena do kusu trubky a ohnuta do požadované geometrie. Úhel můžete upravit pomocí polotovaru. Předehřátí proces usnadní.
Valka
Metoda s použitím válců bez ohřevu je vhodná pro válcované výrobky o průměru do 10 mm. Aby výrobek získal požadovanou geometrii, musí být upevněn ve svěráku. Poté jej ohněte, spočívající na svěráku, a současně přitlačte část válečkem.
Aplikace šablon
Pokud je nutné ohýbat válcovaný výrobek ve více rovinách nebo pod různými úhly, je důležité použít k ověření šablony. Taková zařízení jsou vyrobena z drátu.
Ohýbání se provádí po etapách, kontrola podle šablony. Při zahřívání je důležité vzít v úvahu minimální povolenou velikost ohybu. Vypočítává se s přihlédnutím k průřezu potrubních armatur.
Jak ohýbat polypropylenovou trubku
Polypropylenové výrobky zřídka vyžadují změny geometrie, takže by se to mělo provádět doma pouze ve výjimečných případech.
Chcete-li ohýbat polypropylenovou trubku, musíte oblast zahřát na 150 stupňů. Dále byste měli ohýbat válcovaný výrobek ručně a používat tepelně odolné rukavice. Silnější stěna by měla být vnější. Metoda je vhodná pro obrobky s poloměrem rovným 8 průměrům součásti.
Jak ohýbat kov-plastové trubky
Hladké ohyby kovoplastových trubek umožňují jejich co nejefektivnější využití. Chcete-li zajistit hladký a rovnoměrný tvar, dodržujte tyto pokyny.
Nejjednodušší možností je ruční ohýbání. Tento proces by měl být proveden hladce a každé 2 cm by měl být ohyb vyrovnán v rozsahu 15-20 stupňů.
Druhá metoda zahrnuje použití drátu s malým průřezem. Při jeho použití je důležité vyplnit celý vnitřní prostor dutiny. To vám umožní získat co nejrovnoměrnější a nejhladší ohyby.
Je také přípustné použít vytápění pomocí vysoušeče vlasů. Provádí se podle standardního schématu.

Proč je důležité správně ohýbat trubky?
Je logické, že při nesprávném ohýbání obrobku skončíte s poškozeným dílem s vadami, které jej činí nevhodným k použití. Když má jakýkoli kus trubky požadovaný tvar, materiál se natahuje a ztenčuje. Při nesprávném provedení se stěny zvrásní a vytvoří se záhyby, které snižují pevnost.
Pro zajištění hladkého a správného ohýbání dodržujte všechna výše uvedená doporučení s ohledem na válcovaný materiál trubky. Pro provádění důležitých prací doporučujeme cvičit na hrubých polotovarech.
- Bezešvé trubky
- Trubky tvarované za tepla
- Trubky válcované za studena
- Elektrofúzní trubky
- Plynové výtahové potrubí
- Potrubí kotle
- Trubky s tlustou stěnou
- Trubky odolné proti chladu
- Olejové trubky
- GOST 8732-78
- GOST 8734-75
- TU 14-3r-51-2001
- TU 14-3R-50-2001
- TU 14-3r-55-2001
- TU 14-3-1128-2000
- TU 14-3r-1128-2007
- GOST 10706-76
- GOST 20295-85
- TU 14-3-190-2004















