Při výrobě kovových konstrukcí se místo svařování a spojování používá ohýbání trubek podél poloměru. Jedná se o jednu z hlavních operací při provádění prací na instalaci potrubních systémů. Díky tomu jsou výrobky vytvořeny monolitické, výrazně se snižuje počet švů a spojů a je zaručena těsnost.
Pro výrobky s malými průměry se používají ruční ohýbačky trubek a pro větší průměry se používají ohýbačky trubek. Právě teď se můžete podívat do katalogu zařízení na ohýbání trubek od firmy Advanced Technologies.
Vybavení lze objednat na telefonním čísle 8(495)150-24-23. Dodávka do všech měst Ruské federace.
Druhy destrukce a chování válcovaného kovu při ohýbání trubek podél poloměru

Pojďme zjistit, co se stane s válcovanou trubkou během procesu deformace.
Chování profilových produktů
- Stěny jsou na všech stranách namáhány maximálním tlakem a tahem;
- Pokud je materiál velmi náchylný k deformaci, velitel bude mít potíže s ovládáním ohybu trubky podél poloměru;
- Vnitřní část výrobků je náchylná k vertikální roztažnosti, v důsledku toho má výstupní výrobek tvar lichoběžníku;
- Profil se vždy snaží klouzat po bloku.
Chování kulatých výrobků
- Díky kulatému tvaru může výrobek během ohýbání rovnoměrně měnit tvar. V souladu s tím mohou řemeslníci vždy zaručit kvalitu práce;
- Síla se snadno přenáší mezi podložkami;
- Nástroj neprokluzuje svorkami.
Jaký poloměr ohnout trubku?
Poloměr, na kterém mohou začít deformace, se vypočítá podle vzorce: R=20*S. (Kde S je tloušťka trubkového výrobku v milimetrech).
Je nezbytně nutné vzít v úvahu vzorec Kt=S/Dn. (Kt – koeficient tenkost, D – vnější průměr).
Z toho můžeme odvodit obecný vzorec pro přípustný poloměr ohybu trubky.
R=20*Kt*D+0,5*Dn.
Pokud se náhle ukáže, že již zadaný parametr bude větší než hodnota z výše uvedeného vzorce, použijte metoda ohýbání za studena. Pokud je méně, použijte metodu deformace za tepla.
Metody ohýbání trubek podél poloměru

- Používání ručních zařízení;
- Kompresní zpracování;
- Stisknutím;
- Rotačně-extrakční ohýbání.
Ruční ohýbačky trubek
Pro válcování trubek malého průměru se používají ruční ohýbačky trubek. Zařízení je přenosná konstrukce, která je vybavena válečky. Principem činnosti je stlačení tyče.
Vynikajícím příkladem tohoto zařízení, díky kterému jsou trubky ohýbány podél rádiusu, je CBC OB/KIT. Pracujte s tímto zařízením přímo na místě, kde bude válcovaný kov instalován.
Existují ruční pákové ohýbačky trubek. Pomocí prodloužených ramen lze zpracované trubky do průměru 20 mm snadno ohýbat až o 180 stupňů (měď, hliník). Příkladem takového nástroje je CBC UNI 22.
Ohýbačky trubek kuše mají složitější konstrukci. Zde je výrobek umístěn na dvou podpěrách, které se posunou do požadované vzdálenosti. Tento typ umožňuje zpracovávat výrobky o průměru až 100 mm a ohýbat je až o 90 stupňů. Dobrým příkladem je CBC OB/85S (pracuje s produkty z mědi a nerezové oceli).
Nemůžete se rozhodnout, které z uvedených zařízení by se vám mohlo hodit? Přečíst článek “Jak vybrat ohýbačku trubek“, rady a doporučení specialistů vám určitě pomohou.
Můžete také zavolat manažerovi společnosti Advanced Technologies na číslo 8 (495) 150-24-23. Bude vám nabídnut dobrý model, přizpůsobený účelu použití, který vám bude vyhovovat jak cenou, tak kvalitou.
Použití strojů
Ohýbání trubek podél poloměru v podnicích se provádí pomocí strojů na ohýbání trubek. Oblíbené jsou zejména stroje se třemi válci, které jsou určeny pro válcování trubek s dobrou délkou.
Na takových strojích lze vyrábět i spirálové kovové výrobky.
Jak probíhá proces ohýbání? Obrobek prochází válečky, které jsou umístěny v určité vzdálenosti (v závislosti na úhlu ohybu). Současně se ohýbá na obou stranách, stlačí se válcem a získá se produkt požadovaného tvaru.
Jako příklad uveďme stroj SAHINLER PK 35F, který dokáže dělat libovolné úhly bez ztráty původní kvality obrobku. Objednejte si jej přidáním produktu do košíku a vyplněním svých osobních údajů. Doručení bude provedeno do jakéhokoli města v Rusku.
Kompresní zpracování
Často se setkáváme s tím, že ve výrobě používají stroje, které ohýbají trubky podél poloměru pomocí kompresní metody. Lze zpracovávat výrobky zcela odlišných sekcí.
Taková zařízení ohýbají válcované trubky pod úhlem až 180 stupňů. Obrobky jsou fixovány instalovaným výkonem bez ohledu na jakékoli působící síly.
Vhodné pro profilové kovové výrobky.
V razítkách lisováním
Ohýbání trubek podél poloměru pomocí lisování lze provádět u produktů delších než 0,7 metru. Lze použít mechanické nebo hydraulické lisy. Obvykle se používá pro složité konstrukce.
Jedná se o jedno z drahých zařízení, ale zároveň je výkon na stejné úrovni (v krátké době zpracujete širokou škálu produktů).
Rotační natahovací ohýbání
Rotační tažení trubek se provádí na ohýbačkách trubek s elektrickým nebo hydraulickým mechanismem pro tažné válečky, které řídí tloušťku stěn.
Toto radiální ohýbání trubek je drahé, ale účinné. Používá se, když je potřeba zpracovat velké dávky válcovaného kovu.
Například stroj CANSA CNC38 R3. Pracuje v manuálním i automatickém režimu. Plně automatizovaná práce, která je doprovázena přenosem každé akce na obrazovku. Objednejte si hned teď na čísle 8(800)555-34-63. Dodávka se provádí do jakéhokoli města v Rusku.
Ohýbání kulaté trubky podél poloměru

Kde se tento typ ohýbání používá?
- V podnicích vyrábějících schodiště, ploty atd.;
- Ve stavebních firmách zabývajících se instalací oplocení (brány, ploty);
- Při vytváření obchodních struktur;
- Ve výrobě nábytkářských firem.
Ohýbání profilové trubky podél poloměru

Všechny vyráběné čtvercové a obdélníkové trubky mají parametry, které byly nastaveny při jejich tvorbě. Ukazují také plastické schopnosti válcování trubek.
Minimální poloměr ohybu trubek závisí na příčné ploše a tloušťce stěny. O něco později v tabulce zjistíte optimální hodnoty.
„Profilované trubkové výrobky s výškou h až 0.2 cm mohou mít průřez nejvýše 2,5 * h. Pokud je výška větší než 0,2 cm, vypočítá se maximální délka úseku podle vzorce 3.5*h.”
- Vnější stěna pod výsledným zatížením praskne;
- Segmenty mohou ztratit svou sílu;
- Vnitřní část profilu tvoří vlnité záhyby.
Ohýbání čtvercové trubky podél poloměru – Minimální poloměr ohybu trubky

Pomocí výpočtů a hodnot uvedených v tabulce můžete zjistit, jaký poloměr ohnout trubku a jak vytvořit dokonale rovnoměrný ohyb bez deformace.
Jako příklad si vezmeme oblíbenou ohýbačku profilů SAHINLER HPK 120 se třemi válci, která provádí ohýbání v jednom průchodu. Pokud se rozhodnete pro objednání takového zařízení, bude po dohodě s námi možné dokoupit sadu válečků.
Neztrácejte čas a objednejte si jej hned teď přidáním produktu do košíku a vyplněním polí s vašimi osobními údaji.
Jak správně ohýbat trubky?
- Pokud průměr trubky není větší než 10 cm, musí se nejprve zahřát na určitou teplotu a dutina musí být vyplněna pískem. Díky plnivu bude vyloučen výskyt lomů, trhlin a jiných změn;
- Během zahřívání se uvnitř dutiny uvolňují plyny, proto, abyste zabránili výbuchu v zátkách, musíte vytvořit několik 3-4 mm otvorů;
- Doporučená hodnota pro ohyb = trojitý poloměr;
- Trubkový výrobek by měl být ohříván pouze v ohybu pomocí plynového hořáku;
- Pečlivě sledujte proces, pokud je v ohybu šev;
- Po dokončení postupu odstraňte z válcovaného kovu všechny žhavé usazeniny;
- Pokud je průměr menší než 8 cm, nemusí být ohřev ani potřeba.
- Průměr produktu;
- Tloušťka stěny;
- Výrobní materiál;
- Úhel ohybu.
Minimální poloměr ohybu na ohýbačkách trubek metodou navíjení, vyráběných firmou BMK, je od 1,5 průměru trubky pro ohýbání trnu a od 3 průměrů trubky pro ohýbání bez trnu.
Níže jsou uvedeny normy GOST pro doporučené poloměry ohybu trubek.
Minimální přípustné poloměry ohybu pro kruhové trubky podle GOST
Poloměr ohybu trubky závisí na jejím vnějším průměru (Dн), tloušťce stěny (S) a plasticitě materiálu.
Důležitým ukazatelem spolu s poloměrem ohybu je délka přímého úseku trubky potřebné k jejímu upnutí při ohýbání.
Doporučené minimální poloměry ohybu a délky přímých úseků při ohýbání měděných a mosazných trubek vyrobených v souladu s GOST 617-90 a GOST 494-90
| Dн | Vnější průměr trubky, mm | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Poloměr ohybu podél osy trubky (axiální poloměr), mm | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Minimální délka přímého úseku, mm | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Doporučené minimální poloměry ohybu a délky přímých úseků při ohýbání ocelových vodovodních a plynových trubek vyrobených v souladu s GOST 3262-75
| Dělat | Podmíněný průchod, mm | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Vnější průměr trubky, mm | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| Rmin | Minimální poloměr ohybu pro ohýbání trubek za tepla, mm | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Minimální poloměr ohybu pro ohýbání trubek za studena, mm | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| Lmin | Minimální délka rovného úseku | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
Při výběru poloměru ohybu je třeba dát přednost poloměrům ohybu pro ohýbání trubek za studena.
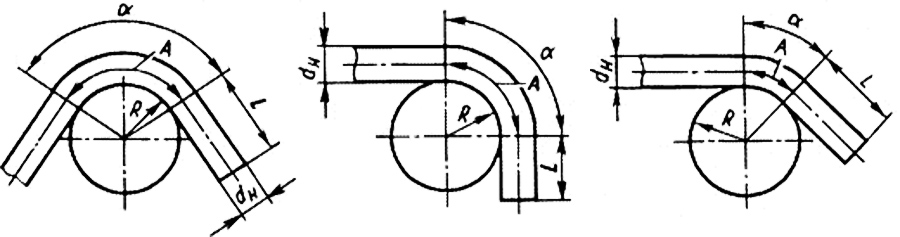
Při určování délky dílu obrobku se sčítají délky přímých úseků a délky oblouků zakřivených úseků trubky.
Délka oblouku zakřivené části (A) se vypočítá podle vzorce:
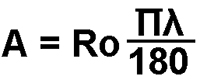
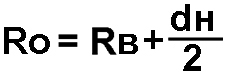
Ro – axiální poloměr ohybu trubky, mm
Rв — vnitřní poloměr ohybu trubky, mm
dн – vnější průměr trubek, mm.
Při poloměrech ohybu trubek uvedených v tabulkách je zaručena požadovaná kvalita ohybu z hlediska elipsy – ovalita (ne více než 12,5 %).
BALTSKÉ
STROJNÍ INŽENÝRSTVÍ
SPOLEČNOST
198097, Rusko, Petrohrad, Stachek Ave. 47
(území OJSC Kirov Plant)
Telefon/fax: +7 (812) 331-08-40, 331-39-70
Telefonní číslo závodu Kirov: 71-340, 71-390
125599, Rusko, Moskva, 78 km MKAD, č. 14, bldg. 1
Telefon/fax: +7 (495) 133-96-88
Pracovní doba: Po-Pá od 9 do 18. Fax: XNUMX hodin denně.
bmk.trubogib@mail.ru
















